Usine de Shunhao Fournit des machines de haute qualité et un support après-vente fiable Voici un guide rapide pour vous aider à dépanner votre Machine de polissage automatique des articles en mélamine et continuez à fonctionner en douceur Si l'extraction (ramassage des matériaux) système Ne fonctionne pas, suivez ces étapes simples pour diagnostiquer et résoudre le problème Étape 1: Vérifiez la feuille de fer sur le rail d'aspiration Inspectez les deux feuilles de fer sur le rail d'aspiration Ils interagissent avec les capteurs de la machine, donc leur alignement est essentiel Mesurez la distance du bas de la feuille de fer au bas de la feuille de cuivre sur l'assemblage d'aspiration: elle devrait être de 22 à 22 5 cm - Si la distance est supérieure à 22 5 cm, la position de ramassage du matériau peut être désactivée - S'il est inférieur à 22 cm, l'assemblage d'aspiration pourrait frapper le sommet et être endommagé Étape 2: tester le relais Vérifiez le relais connecté au capteur Lorsque la feuille de fer augmente pendant l'extraction (dans la plage de 22 à 22 5 cm), le relais devrait s'allumer, indiquant qu'il fonctionne - Si le relais ne s'allume pas, il peut avoir besoin de remplacement En suivant ces étapes, vous pouvez rapidement résoudre les problèmes de ramassage des matériaux et maintenir votre machine en marche efficacement Pour plus d'aide, contactez notre équipe d'assistance - nous sommes là pour vous aider!Mobile: 86-159 0599 6312 (Mme Shelly)Courriel: machine@hongancn.com
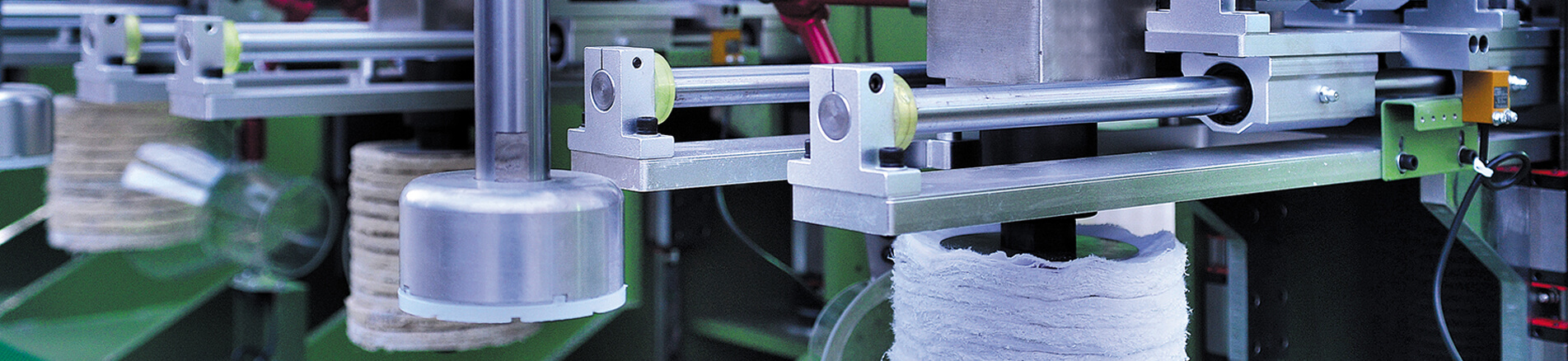
Pour la production de vaisselle en mélamine, le maintien de la machine de fabrication automatique de la vaisselle en mélamine est cruciale. Parmi les différentes parties de la machine, le couplage joue un rôle vital. Il sert à relier le moteur et la pompe à huile, agissant comme un amortisseur pendant le fonctionnement de la machine de moulage. Ainsi, une bonne maintenance de couplage ne peut pas être surestimée. Étant donné que la machine de compression des articles de mélamine fonctionne à grande vitesse tous les jours, les vis du couplage peuvent parfois se détacher. Ainsi, pour ceux qui utilisent des machines de fabrication de vaisselle en mélamine de marque Shunhao, que ce soit des clients ou des techniciens, les inspections de couplage fréquentes sont très conseillées. Voici quelques aspects de maintenance significatifs fournis par Shunhao Machine and Mold Factory : 1. Fixation des vis: Au moment où vous observez que les vis de couplage se sont desserrées, il est impératif de les resserrer immédiatement. Les vis en vrac peuvent déclencher une instabilité opérationnelle et peuvent même infliger des dommages plus graves aux pièces de la machine. 2. Vérification du couvercle en caoutchouc : Examinez régulièrement si le couvercle en caoutchouc attaché au couplage s'est détérioré. S'il y a des signes de vieillissement dans le couvercle en caoutchouc, il doit être remplacé sans délai. Un couvercle en caoutchouc âgé est susceptible de se casser, ce qui peut faire frotter les couplages les uns contre les autres, entraînant des dommages de couplage. En 2022, les machines de vaisselle Shunhao en mélamine ont été mises à niveau avec une nouvelle couverture de matériau conçue pour protéger les accouplements. Comme on le voit dans l'image: - L'article 1 représente le nouvel ensemble complet: Un couplage avec une nouvelle couverture matérielle et une structure mise à jour. De plus, il convient aux machines précédentes de Shunhao. Par conséquent, si les clients souhaitent mettre à niveau les composants, ils peuvent acquérir ce couplage durable avec la nouvelle conception de couverture. - Les articles 2 et 3 sont les anciens types: Les couplages de couverture en caoutchouc sont utilisés dans d'autres usines de machines depuis plus de 20 ans mais sont sujettes aux dommages. Pour résumer, Shunhao recommande aux clients de passer au couplage nouvellement développé avec la nouvelle couverture, qui offre une plus grande durabilité. De plus, des vérifications régulières des vis de couplage sont essentielles pour assurer le fonctionnement à long terme et en douceur de la machine.
La production de vaisselle en mélamine est un processus de production apparemment compliqué car il semble y avoir de nombreux paramètres à ajuster. Cependant, une fois que vous vous êtes lancé depuis quelques mois, vous pouvez résumer plusieurs paramètres importants. 1. Ajustez la distance de montée et de rotation lentement avant de fermer le moule. 2. Ajustez le temps de moulage en fonction de la taille du produit. 3. Ajustez la température en fonction des différentes matières premières. 4. Réglage de la distance d'échappement, de l'attente d'échappement et du temps d'échappement. 5. Réglage du temps de décalcomanie (presque le même, seulement affiné). 6. Réglage du temps de poudre de glaçage (presque le même, seulement affiné). Aujourd'hui, Shunhao Factory présentera le premier point en détail : avant la fermeture du moule, le réglage de la distance de la montée et du ralentissement, cela doit être ajusté sur la plaque de course de la machine (voir l'image ci-dessous) Le bouton pour monter et ralentir peut être ajusté de haut en bas et derrière il y a un capteur de proximité. Ce bouton est proche du capteur et la lumière est allumée, indiquant que la position commence à fonctionner de rapide à lent. Lorsque le travailleur a fini de placer les matières premières, appuyez sur le bouton de formage (CURING) de la machine, et la machine commence à monter rapidement pour fermer le moule. Par conséquent, ajustez le bouton pour décider quand passer de rapide à lent. Afin d'aider les clients à savoir plus clairement, veuillez lire les détails suivants. Pour la fabrication de plaques Les matières premières s'exécutent plus rapidement dans le moule à plaques, puis le bouton de vitesse de montée et de ralentissement peut être ajusté vers le bas pour fermer le moule dès que possible. Pour la fabrication de bols profonds La matière première a besoin de plus de temps pour remplir toute la cavité du moule à bol profond, puis le moule doit être fermé lentement et le moule doit être complètement fermé lorsque la matière première a rempli toute la cavité. Si le moule a été complètement fermé avant que les matières premières n'aient rempli le moule, il y aura un problème : le manomètre d'huile indique que la pression continue de baisser, bien que le moule soit complètement fermé. Par conséquent, ces boutons sur la plaque de course sur le côté droit de la machine sont très utiles. Nous pouvons affiner l'action pour que la machine et le moule soient parfaitement adaptés, ce qui est également un avantage pour prolonger la durée de vie de la machine. Nous espérons que cet article vous sera utile, continuez à soutenir Shunhao Machine and Mold Factory !
Machines de préchauffage à haute fréquence sont largement utilisés dans l'industrie du moulage, tels que les composants électroniques discrets à semi-conducteurs, les circuits intégrés, d'autres emballages microélectroniques, les commutateurs de moteur, la vaisselle en mélamine (mélamine), les appareils en plastique, etc. En tant qu'étape clé du moulage par compression de la mélamine, le préchauffage peut améliorer la fluidité de la poudre de mélamine et améliorer le brillant de surface des produits moulés. le préchauffeur haute fréquence produit par Usine Shun Hao est très facile à utiliser, mais il y a encore quelques problèmes de fonctionnement auxquels l'opérateur doit prêter attention. 1. Afin d'éviter d'endommager la machine, il est nécessaire de s'assurer qu'il n'y a pas d'excès d'eau et de poussière dans le matériau préchauffé. 2. L'environnement environnant où le préchauffeur haute fréquence est placé ne peut pas être humide, poussiéreux ou à la lumière directe du soleil à haute température pour assurer la fonction normale de dissipation thermique du tube à vide. 3. La machine doit être installée avec une bonne qualité et bien connectée au fil de terre. 4. Une fois la machine sous tension, assurez-vous que le ventilateur de refroidissement du tube à vide fonctionne normalement. 5. La machine doit être réchauffée pendant 10 à 15 minutes avant de fonctionner ou de s'arrêter pendant une heure. 6. Les matériaux isolants doivent être placés aux extrémités supérieure et inférieure de la machine, et aucun contact direct n'est autorisé, sinon la machine pourrait être endommagée. 7. Lors d'une sortie haute fréquence, afin d'éviter les accidents, n'utilisez pas d'instruments basse fréquence et basse tension tels que des multimètres et des testeurs. 8. Vérifiez régulièrement le préchauffeur haute fréquence pour voir s'il y a un grillage, des dommages, un dysfonctionnement, etc. 9. Si la machine produit souvent des étincelles, elle doit être réparée à temps.
Après l'introduction de l'acier à moules 718, Usine de moules de Shunhao partagera avec vous la norme de sélection de 718 moule en acier et j'espère que cela vous sera utile. 1. Lors de la sélection des exigences de dureté de l'acier moulé 718, évitez la plage de dureté qui produit une fragilité de trempe. La limite de température inférieure de l'acier au carbone est d'environ 250℃, tandis que la température limite supérieure de fragilité de revenu de l'acier allié est d'environ 350~300℃. 2. La sélection du matériau du moule a certaines exigences pour éviter les fissures. L'acier allié a une meilleure trempabilité, un refroidissement et une trempe lents, moins de contraintes thermiques et structurelles, et moins de tendance à la fissuration. L'acier au carbone a une faible trempabilité, une grande contrainte de structure trempée et une contrainte thermique, et est facile à fissurer. 3. Le concepteur du moule formule raisonnablement les conditions techniques réelles en fonction des performances d'utilisation et de la nuance d'acier sélectionnée pour rechercher la valeur de dureté la plus élevée de la nuance d'acier. Pour les moules en acier 718, lorsque les exigences techniques du traitement thermique ne peuvent pas être satisfaites, les exigences qui ont peu d'impact sur la durée de vie peuvent être assouplies de manière appropriée pour éviter de multiples réparations et rebuts. 4. Renforcer l'inspection de la qualité et la gestion de la matière première du moule. 718 moule en acier est l'acier le plus couramment utilisé pour la vaisselle en mélamine. Les moules fabriqués par Usine de moules Shunhao garantit de répondre aux exigences techniques dans la sélection de l'acier de moule pour assurer la durée de vie et la qualité du moule, et peut également répondre aux exigences de production de l'usine de vaisselle (économique et durable). Par conséquent, Shunhao a gagné la confiance et l'affirmation de la majorité des clients. Hotline d'achat de moules Shunhao : +86 15905996312 E-mail: machine@hongancn.com
L'acier moulé 718 est appelé "acier pour moules en plastique avancé" et est la nuance d'acier typique la plus largement utilisée parmi les aciers pour moules en plastique généraux. Application: L'acier de moulage 718 a une bonne trempabilité et des performances supérieures, et peut produire de grandes pièces moulées en plastique de haute qualité. Exemples d'applications types Grands moules, gabarits pour appareils électroménagers avec des exigences de surface élevées. Convient aux grands moules en plastique pour miroirs, tels que les automobiles, les appareils ménagers, les produits audio et vidéo, etc. Il peut être utilisé pour les moules en plastique avec des exigences de polissage miroir, et il convient aux moules d'injection et aux moules de soufflage pour les plastiques PA, POM, PS, PE, PP et ABS. Cavité de moule hautement polie et exigeante. L'acier à moules 718 est l'acier le plus couramment utilisé dans les usines de vaisselle en mélamine et est largement utilisé dans la production de moules à compression en mélamine. Le moule à vaisselle en acier moulé 718# est brillant et brillant, et les produits en mélamine fabriqués sont de haute qualité et compétitifs. Bienvenue à appeler pour enquête! Portable : +86 15905996312 Courriel : machine@hongancn.com
La conception raisonnable de la structure peut assurer la durée de vie du moule, c'est donc la base des moules. Usine de machines et de moules Shunhao a beaucoup de cas réussis dans moules à compression en mélamine fabrication. Depuis 2002, les clients de 30 autres pays reconnaissent et entretiennent une coopération à long terme avec Shunhao. Afin de s'assurer que le moule fonctionne pendant une longue période de service, la fabrication des moules doit obéir aux 3 règles suivantes. 1. Bonne conception de la structure de coulée La coulée doit avoir une épaisseur uniforme pour réduire la fatigue thermique causée par la concentration thermique locale du moule. Hormis l'épaisseur, les pièces moulées doivent avoir des coins arrondis pour éviter les contraintes causées par les angles vifs du moule. 2. Conception raisonnable de la structure du moule Maintenir l'équilibre thermique du moule. Afin de garantir qu'il ne se déforme pas sous pression, le moule doit avoir une rigidité et une résistance suffisantes. Le moulage du moule a pour but de réduire l'impact et l'érosion sur le noyau. La tolérance et la rugosité de surface de chaque composant doivent être sélectionnées correctement. 3. Standardiser le traitement thermique traiter Le processus de traitement thermique correct peut obtenir les meilleures performances du moule, c'est-à-dire la résistance, la dureté, la stabilité dimensionnelle à haute température, la résistance à la fatigue thermique et les performances de coupe du matériau.
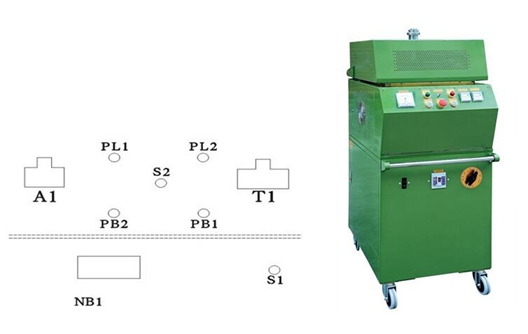
Le préchauffage de la matière première est une étape très importante pour la production de vaisselle en mélamine.Habituellement, nous mettons la poudre dans la boîte spéciale et mettons dans le machine de préchauffage à haute fréquence pour préchauffer en gâteau.Cela peut grandement améliorer la qualité du produit.Aujourd'hui Usine de Shunhao vous partagera les étapes de l'opération pour prehater. Commençons par connaître le panneau de commande du préchauffeur. Présentation du panneau de commande :A1 = COMPTEUR DE COURANT PL1 = VEILLEUSE DE PUISSANCE (VERT) PB2 =DÉMARRAGE HAUTE FRÉQUENCES2 =INTERRUPTEUR HAUTE TENSION PL2 =H.F.VEILLEUSE (ROUGE) PB1 =ARRÊT HAUTE FRÉQUENCET1 = MINUTERIE HAUTE FRÉQUENCE NB1 = DISJONCTEUR SANS FUSIBLES1 =RÉGLAGE HAUTE TENSION Ensuite, nous vous montrerons les étapes de fonctionnement spécifiques. 1.Ouvrir le portail électromécanique du préchauffeur (l'alimentation est de 380V). 2.Allumez l'interrupteur d'alimentation de la machine de préchauffage (l'indicateur d'alimentation est allumé) et réchauffer pendant 5 à 10 minutes. 3.Réglez l'interrupteur de préchauffage sur « ON ». 4.Réglez le « temps de chauffage » et la « température de chauffage ». 5.Mettez la matière première MMC dans un récipient spécial et appuyez sur le bouton "High Frequency Start".( Le voyant de chauffage s'allume). 6.Lorsque la température atteint la valeur définie, le préchauffeur cesse de fonctionner puis s'ouvre automatiquement. 7.Si une anomalie est détectée, elle doit être arrêtée et arrêtée immédiatement, et signalée au personnel concerné pour manipulation. Attention: Veuillez couper l'alimentation de la machine pendant la vérification ou la maintenance pour des raisons de sécurité.Et gardez la porte latérale fermée pendant son fonctionnement.
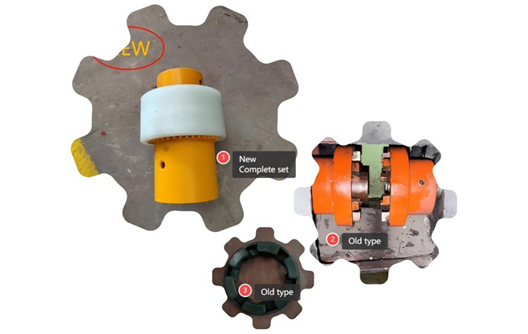
Le tube est la partie la plus importante de machine de préchauffage à haute fréquence . Dans l'usine Shunhao, le tube et la machine seront séparés et soigneusement emballés. La machine utilise un emballage scellé dans une boîte en bois pour la sécurité des marchandises, une protection à 100% de la machine contre l'humidité et les collisions. Lorsque la machine arrive à l'usine du client en toute sécurité, les ingénieurs Shunhao aideront à installer le Tube canon. Premièrement, nous pourrions regarder la vidéo et avoir une idée. Comment installer le tube pour la machine de préchauffage? Voici les étapes claires à suivre. 1. Retirez le verre et replacez soigneusement le tube Canon. 2. Connectez fermement les autres fils ou bobines à leur bon endroit. Note clé : Le nom de Toshiba Japan Tube a été changé en Tube de canon le 1er.Nov.2018. Le tube est la partie centrale du Machine de préchauffage HF. La machine de préchauffage est principalement utilisée pour le processus de préchauffage du composé de moulage de mélamine. Paramètres de la machine de préchauffage :No Teneur. HGY-520 HGY-720 HGY-10201 Sortir 5KW 7KW 10KW2 Source d'énergie3Φ 220V 380V 415V3Φ 220V 380V 415V3Φ 220V 380V 415V3 Entrée de puissance 11KVA 13KVA 20KVA4 Fréquence d'oscillation 62MHZ 62MHZ 27MHZ5 Tuyau d'aspirateur 7T699RB E3069RB 8T85RB6 Commutation de tension 3 étapes 3 étapes 3 étapes7 Temps 999.9S8 Puissance de préchauffage 110℃ Dans les 60 secondes9 Résine phénolique 1200gr 1500gr 6500gr10 Composé de moulage de mélamine 1000gr 1200gr 6000gr11 Composé de moulage d'urée 1000gr 1500gr 6000gr12 Taille de l'électrode 310×360m/m 340×380m/m 450×560m/m13 Espacement des électrodes 30-70m/m 30-70m/m 35-60m/m14 Dimensions de la machine (L W H) 850×600×1520 850×600×1520 1150×820×172015 Poids de la machine 260kg 320kgs 600kg La machine de préchauffage a différents modèles : 3KW est très petit, rarement utilisé dans l'industrie de la mélamine 5KW est normalement utilisé avec une capacité de poudre allant jusqu'à 1000 grammes 7KW est similaire au modèle 5KW, mais sa capacité est jusqu'à 1200 grammes. 10KW a la capacité de poudre jusqu'à 6000 grammes, travailler avec le machine de moulage d'articles en mélamine 300 tonnes -800 tonnes Une machine de préchauffage de 10 KW est recommandée pourr machine de fabrication de housse de siège de toilette à l'urée,
Dans la pratique de la production, nous avons constaté que les défaillances du système hydraulique causées par l'huile hydraulique représentaient 75 % de l'ensemble du taux de défaillance hydraulique, il est donc particulièrement important de savoir comment nettoyer efficacement le réservoir d'huile. Shunhao Factory vous présentera les mesures de nettoyage claires. 1. Le nouveau réservoir d'huile hydraulique formé par soudage doit être traité comme suit avant la phosphatation. Utilisez une spatule pour éliminer soigneusement les scories de soudure et les nodules de soudure au niveau des soudures environnantes. Utilisez une lime pour nettoyer les bavures et les bavures de l'orifice du réservoir d'huile et les orifices filetés de connexion partout. Essuyez toutes les pièces avec un chiffon non pelucheux et du kérosène propre. Utilisez de l'air comprimé pour souffler la poussière à la surface du réservoir d'huile et des pièces nettoyées. Si vous devez installer un joint sur le plan du couvercle d'étanchéité, vous devez faire le joint à l'avance. 2. Nettoyer l'apparence du réservoir d'huile après la phosphatation Utilisez une spatule pour nettoyer les résidus de solution de phosphatation et les particules sur la surface intérieure du réservoir d'huile. S'il y a des taches de rouille, utilisez le chiffon de sable pour enlever la rouille et appliquez une solution de phosphatation sur les pièces dérouillées et nettoyez les résidus de solution de phosphatation après 2 minutes. Nettoyez le kérosène avec un chiffon non pelucheux, nettoyez les orifices d'huile des filetages de connexion partout et séchez avec de l'air comprimé, scellez l'orifice d'huile avec un bouchon fileté propre à temps et frottez soigneusement la surface intérieure du réservoir avec du kérosène propre. Pétrir la pâte avec de l'huile hydraulique propre anti-usure (L-HM46#), coller les soudures, trous, coins et autres parties de la surface une à une, et répéter l'opération jusqu'à ce que la pâte soit exempte d'impuretés, de poussières fines et de particules . Soufflez soigneusement l'intérieur du réservoir d'huile avec de l'air comprimé et appliquez de l'huile hydraulique anti-usure L-HM46# propre (pour empêcher l'intérieur du réservoir d'huile de rouiller). Si le réservoir d'huile nettoyé n'est pas assemblé pour le moment, il doit être immédiatement recouvert et il peut être scellé avec un grand ruban adhésif. Et mettez le bouchon du réservoir d'huile pour éviter la pollution secondaire, et placez-le dans une position appropriée pour éviter de cogner. Les presses hydrauliques de moulage de mélamine fabriqués par Shunhao sont pris en charge par la technologie taïwanaise, s'ils sont utilisés correctement, entretenus de manière ordonnée, peuvent être durables et seront la meilleure aide pour les usines de vaisselle en mélamine !
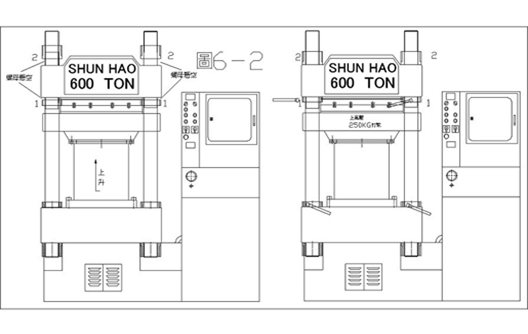
Image 1: Machine de moulage de mélamine avec l'abaissement de la presse hydraulique Avant l'utilisation, connectez l'alimentation électrique et vérifiez si le sens de rotation du moteur est correct. Mettez la machine en mode manuel ; soulever lentement la machine jusqu'à la position de Image 2. 2-1 sont les des noisettes de la colonne de tension. Installez les écrous dans la position indiquée sur l'image. Verrouillez ensuite le vis 2-2. Image 2 Image3 Image 4 Image 5 Les quatre guides parallèles doivent être équipés d'écrous, comme indiqué dans Image 3 . Abaissez ensuite la machine pour abaisser l'écrou à la position, comme indiqué dans Image 4. Après l'opération, bloquer les écrous, comme indiqué dans Image 5 , puis serrez les écrous dans le sens inverse des aiguilles d'une montre avec un marteau. Image 6 Image 6-1 Image 6-2 Corriger le parallélisme de la plaque chauffante : Tournez les écrous de la traverse supérieure vers le haut, comme indiqué dans Image 6-1 Continuez à soulever la plaque chauffante, soulevez la traverse supérieure pour la séparer de la écrou 2 , mais sans toucher l'écrou, comme illustré Image 6-2 Tourne le écrou 1 et écrou 2 étroitement étroitement à la traverse supérieure. Presser la machine à 230kg/cm², et serrer le écrou 2 dans le sens antihoraire
Aujourd'hui, Usine de machines et de moules Shunhao vous présentera comment installer les moules de compression dans Machine de fabrication de mélamine. (Ⅰ) Vérifiez si les spécifications des moules conviennent à l'installation sur la plaque chauffante de la machine avant l'installation des moules. Réglez la mitre mobile à la position la plus basse et préparez 8 à 12 fers à pince fixes et plusieurs joints (accessoires standard). (Ⅱ) Utilisez un chariot élévateur pour déplacer l'ensemble des moules à une position modérée sur la plaque chauffante de la machine.Verrouillez la plaque du moule avec un fer de serrage fixe, des joints et des boulons pour fixer le moule inférieur à la plaque inférieure de la machine. (Ⅲ) Utilisez le mode de fonctionnement manuele du machine de fabrication hydraulique de soulever lentement la plaque chauffante de la machine, de sorte que le moule supérieur soit doucement pressé contre la plaque supérieure de la machine. 1.Si le moule est haut, vous pouvez desserrer l'écrou à l'extérieur de la plaque supérieure.Après avoir soulevé le moule à la position la plus haute, vissez l'écrou intérieur et serrez-le, puis dévissez l'écrou supérieur mais fixez fermement la plaque supérieure. 2.Si les moules sont plus bas que l'ensemble de moules précédent, la plaque supérieure doit être abaissée à la position appropriée avec le moule supérieur précédent ou une hauteur de fer considérable.Déplacez, déchargez le moule haut précédent et remplacez-le par un nouveau moule et installez-le selon la méthode susmentionnée.(ⅠⅡⅢ) 3.Fixez le moule supérieur à la plaque supérieure avec un fer à pince fixe. 4.Vérifiez et serrez tous les écrous, puis utilisez un marteau et d'autres outils pour serrer les vis.Serrez bien tous les écrous pour éviter qu'ils ne se desserrent pendant le fonctionnement.